SMT丨工艺特点及详细生产工艺流程
表面组装技术SMT现状
SMT是目前电子组装行业里最流行的一种技术和工艺。自70年代初推向市场以来,SMT已逐渐替代传统"人工插件"的波峰焊组装方式,已成为现代电子组装产业的主流,人们称为电子组装技术的第二次革命。在国际上,这种组装技术已经形成了世界潮流,它导致了整个电子产业的变化。
SMT同时也推动和促进了电子元器件向片式化、小型化、薄型化、轻量化、高可靠、多功能方向发展,已经成为一个国家科技进步程度的标志。
表面组装技术SMT的工艺与特点
SMT(Surface Mount Technology)是表面安装技术的缩写或简称,它是指通过一定的工艺、设备、材料将表面安装器件(SMD)贴装在PCB(或其它基板)表面,并进行焊接、清洗、测试而最终完成组装。
SMT工艺
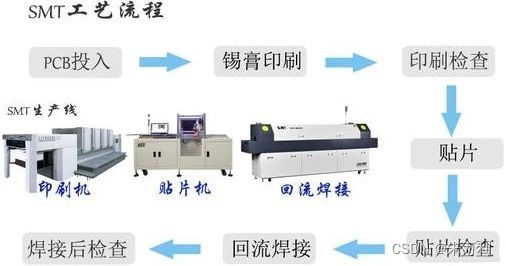
SMT工艺与焊接方式和组装方式均有关,具体如下:
按焊接方式可分为再流焊和波峰焊两种类型。
按组装方式可分为全表面组装,单面混装,双面混装三种方式。
影响焊接质量的主要因素:PCB设计、焊料的质量(Sn63/Pb37)、助焊剂质量、被焊接金属表面的氧化程度(元器件焊端,PCB焊端)、工艺:印、贴、焊(正确的温度曲线)、设备、管理。
再流焊工艺
下面就几个对再流焊质量影响较大的因素进行讨论。
(1)焊膏印刷质量对再流焊工艺的影响
据资料统计,在PCB设计正确,元器件和印制板质量有保证的前提下,表面组装质量问题中有70%的质量问题出在印刷工艺。
在印刷中出现的错位、塌边、粘连、少印都属于不合格,均应当返工。具体检查标准应符合IPC-A-610C的标准。
(2)贴装元器件的工艺要求
要想获得理想的贴装质量,工艺上应满足以下三要素:
①元件正确;②位置准确;③压力合适。
具体检查标准应符合IPC-A-610C的标准。
(3)设置再流焊温度曲线的工艺要求温度曲线是保证焊接质量的关键。
160℃前的升温速率控制在1-2℃/s。如果升温斜率速度太快,一方面使元器件及PCB受热太快,易损坏元器件,易造成PCB变形。另一方面,焊膏中的熔剂挥发速度太快,容易溅出金属成分,产生焊锡球;峰值温度一般设定在比合金熔点高30-40℃左右(例如63Sn/37Pb的焊膏的熔点为183℃,峰值温度低应设置在215℃左右),再流时间为60-90s。
峰值温度低或再流时间短,会使焊接不充分,不能生成一定厚度的金属间合金层。严重时会造成焊膏不熔。峰值温度过高或再流时间长,使金属间合金层过厚,也会影响焊点强度,甚至会损坏元器件和印制板。
SMT的特点
(1)组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小 40%-60%,重量减轻60%-80%。
(2)可靠性高、抗振能力强。焊点缺陷率低。
(3)高频特性好。减少了电磁和射频干扰。
(4)易于实现自动化,提高生产效率。
(5)降低成本达30%~50%。节省材料、能源、设备、人力、时间等。
表面组装技术SMT的发展趋势
窄间距技术(FPT)
窄间距技术(FPT)是SMT发展的必然趋势
FPT是指将引脚间距在0.635—0.3mm之间的SMD和长宽小于等于 1.6mm 0.8mm的SMC组装在PCB上的技术。由于计算机、通信、航空航天等电子技术飞速发展,促使半导体集成电路的集成度越来越高,SMC越来越小,SMD的引脚间距也越来越窄。目前,0.635mm和0.5mm引脚间距的QFP已成为工业和军用电子装备中的通信器件。
微型化、多引脚、高集成度
微型化、多引脚、高集成度是SMT封装元器件发展的必然趋势
表面贴装元器件(SMC)朝微型化大容量方向发展。目前已经发展到规格为01005;表面贴装器件(SMD)朝小体积、多引脚、高集成度方向发展。比如目前应用较广泛的BGA将向CSP方向发展。FC(倒装芯片)的应用将越来越多。
绿色无铅焊接工艺
绿色无铅焊接工艺是SMT工艺发展的新趋势
铅(Pb),是一种有毒的金属,对人体有害。并且对自然环境有很大的破坏性,出于环境保护的要求,特别是ISO14000的导入,世界大多数国家开始禁止在焊接材料中使用含铅的成分,即无铅焊接(Lead free)。日本在 2004年禁止生产或销售使用有铅材料焊接的电子生产设备。欧美在2006年禁止生产或销售使用有铅材料焊接的电子生产设备。采用无铅焊接已是大势所趋,国内一些大型电子加工企业,更会加速推进中国无铅焊接的发展。
SMT详细生产工艺流程
回流焊工艺流程
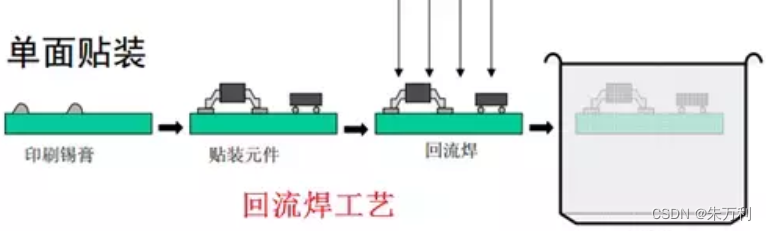
回流焊接是指通过融化预先印刷在PCB焊盘上的锡膏,实现表面组装元器件焊端或引脚与PCB焊盘之间机械和电器连接的一种软钎焊工艺。其工艺流程为:印刷锡膏–贴片–回流焊接,如下图所示。

锡膏印刷
其目的是将适量的锡膏均匀的施加在PCB的焊盘上,以保证贴片元器件与PCB相对应的焊盘再回流焊接时,达到良好的电器连接,并具有足够的机械强度。
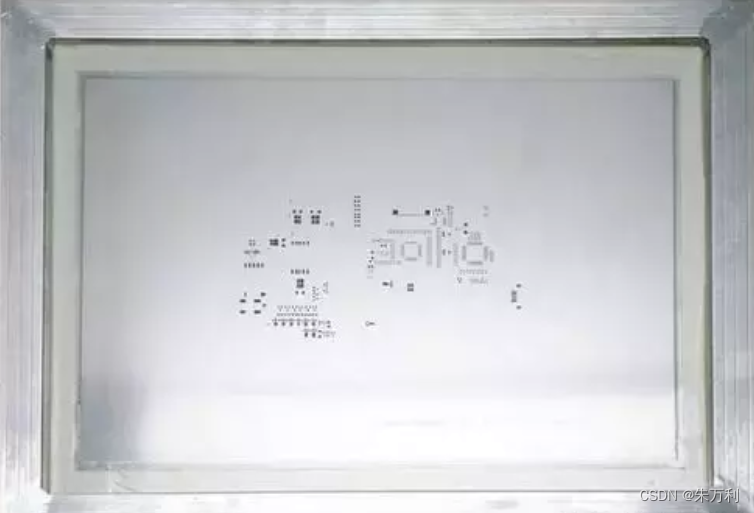
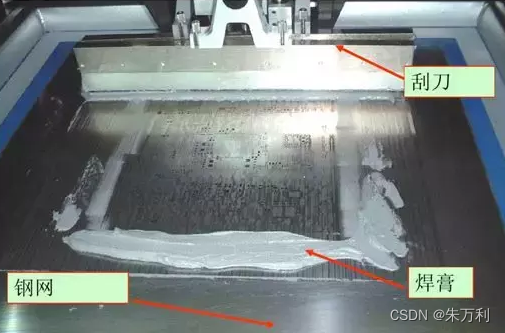
怎么样保证焊膏均匀的施加在各焊盘上呢?我们需要制作钢网。锡膏通过各焊盘在钢网上对应的开孔,在刮刀的作用下将锡均匀的涂覆在各焊盘上。钢网图实例如下图所示。
锡膏印刷示意图如下图所示
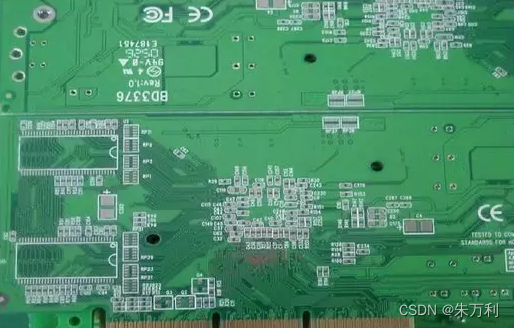
印刷好锡膏的PCB如下图所示
贴片
本工序是用贴装机将片式元器件准确的贴装到印好锡膏或贴片胶的PCB表面相应的位置。
贴片机按照功能可分为两种类型:
A高速机:适用于贴装小型大量的组件:如电容,电阻等,也可贴装一些IC组件,但精度受到限制。
B泛用机:适用于贴装异性的或精密度高的组件:如QFP,BGA,SOT,SOP,PLCC等。
贴片机设备图如下图所示

贴片后的PCB如下图所示

回流焊接
回流焊是英文Reflow Soldring的直译,是通过熔化电路板焊盘上的锡膏,实现表面组装元器件焊端与PCB焊盘之间机械与电气连接,形成电气回路。
回流焊作为SMT生产中的关键工序,合理的温度曲线设置是保证回流焊质量的关键。不恰当的温度曲线会使PCB板出现焊接不全、虚焊、元件翘立、焊锡球过多等焊接缺陷,影响产品质量。
回流焊接炉设备图如下图所示

经过回流炉,回流焊接完成的PCB如下图所示

波峰焊工艺流程
波峰焊一般是针对于插件器件的一种焊接工艺。是将熔融的液态焊料,借助于泵的作用,在焊料槽液面形成特定形状的焊料波,插装了元器件的PCB在传送链上经过某一特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程,如下图所示。
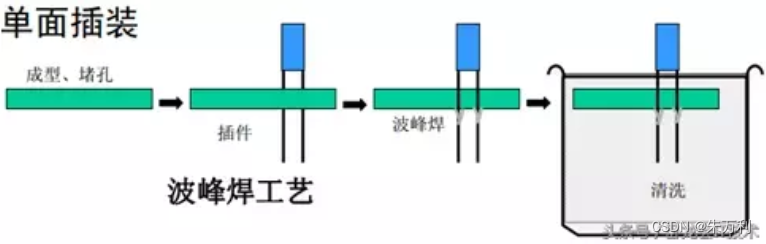
其一般工艺流程为:器件插装–PCB上料–波峰焊–PCB下料–DIP引脚修剪–清洗,如下图所示。

THC插装技术
1.元器件引脚成型
DIP器件在插装之前需要对引脚进行整形
(1)手工加工的元器件整形:
弯引脚可以借助镊子或小螺丝刀对引脚整形,如下图所示。

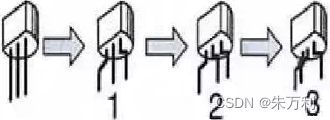
(2)机器加工的元器件整形:元器件的机器整形是用专用的整形机械来完成,其工作原理是,送料器用震动送料方式送物料,(比如说插件三极管)用分割器定位三极管,第一步先把左右两边的引脚折弯成型;第二步将中间引脚向后或向前折弯成型。如下图所示。
2.元器件插装
通孔插装技术分为手工插装和自动机械设备插装
(1)手工插装、焊接,应该先插装那些需要机械固定的元器件,如功率器件的散热架、支架、卡子等,然后再插装需焊接固定的元器件。插装时不要用手直接碰元器件引脚和印刷板上的铜箔。
(2)机械自动插件(简称AI)是当代电子产品装联中较先进的自动化生产技术。自动机械设备插装应该先插装那些高度较低的元器件,后安装那些高度较高的元器件,贵重的关键元器件应该放到最后插装,散热架、支架、卡子等的插装,要靠近焊接工序。PCB元器件装配顺序如下图所示。
波峰焊
(1)波峰焊工作原理
波峰焊是种借助泵压作用,使熔融的液态焊料表面形成特定形状的焊料波,当插装了元器件的装联组件以定角度通过焊料波时,在引脚焊区形成焊点的工艺技术。组件在由链式传送带传送的过程中,先在焊机预热区进行预热(组件预热及其所要达到的温度依然由预定的温度曲线控制)。实际焊接中,通常还要控制组件面的预热温度,因此许多设备都增加了相应的温度检测装置(如红外探测器)。预热后,组件进入铅槽进行焊接。锡槽盛有熔融的液态焊料,钢槽底部喷嘴将熔碰焊料喷出定形状的波峰,这样,在组件焊接面通过波时就被焊料波加热,同时焊料波也就润湿焊区并进行扩展填充,终实现焊接过程。其工作原理如下图所示。
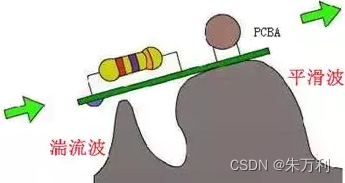
波峰焊是采用对流传热原理对焊区进行加热的。熔融的焊料波作为热源,一方面流动以冲刷引脚焊区,另一方面也起到了热传导作用,引脚焊区正是在此作用下加热的。为了保证焊区升温,焊料波通常具有一定的宽度,这样,当组件焊接面通过波时就有充分的加热、润湿等时间。传统的波峰焊中,一般采用单波,而且波比较平坦。随着铅焊料的使用,目前多采取双波形式。如下图所示。
元器件的引脚为固态,焊料浸入金属化通孔提供了条途径。当引脚接触到焊料波后,借助于表面张力的作用,液态焊料沿引脚和孔壁向上爬升。金属化通孔的毛细管作用进步促进了焊料的爬升。焊料到达PcB部焊盘后,在焊盘的表面张力作用下铺展开来。上升中的焊料排出了通孔中的焊剂气体和空气,从而填充了通孔,在冷却后终形成了焊点。
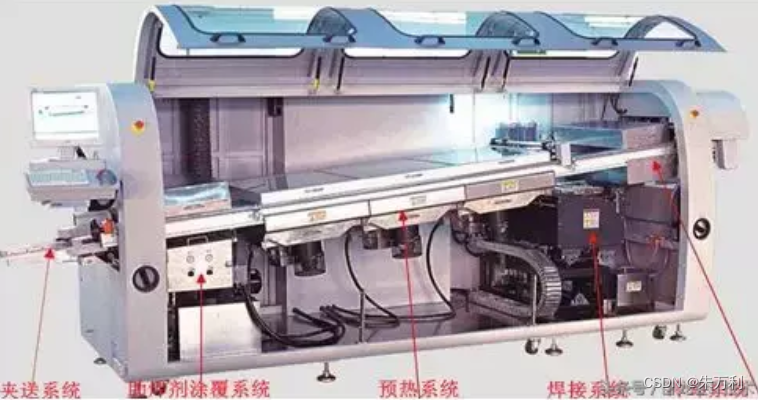
(2)波峰焊机的主要部件构成
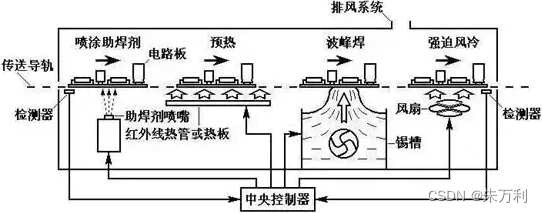
一台波峰焊机,主要由传送带、加热器、锡槽、泵、助焊剂发泡(或喷雾)装置等组成。主要分为助焊剂添加区、预热区、焊接区、冷却区,如下图所示。
波峰焊与回流焊的主要区别
波峰焊与回流焊的主要区别在于焊接中的加热源和焊料的供给方式不同。波峰焊中,焊料在槽中被预先加热熔化状态,泵起的焊料波起着热源和提供焊料的双重作用。熔融的焊料波使PCB的通孔、焊盘和元器件引脚被加热,同时也为形成焊点提供了所需的焊料。在回流焊中,焊料(焊锡膏)是被预先定量分配到PCB的焊区上,回流时热源的作用在于使焊料重新被熔化。
选择性波峰焊接工艺介绍
波峰焊设备发明至今已有50多年的历史了,在通孔元器件电路板的制造中具有生产效率高和产量大等优点,因此曾经是电子产品自动化大批量生产中最主要的焊接设备。但是,在其应用中也存在有一定的局限性:
(1)焊接参数不同。
同一块线路板上的不同焊点因其特性不同(如热容量、引脚间距、透锡要求等),其所需的焊接参数可能不同。但是,波峰焊的特点是使整块线路板上的所有焊点在同一设定参数下完成焊接,因而不同焊点间需要彼此“将就”,这使得波峰焊较难完全满足高品质线路板的焊接要求;
(2)运行成本较高。
在传统波峰焊的实际应用中,助焊剂的全板喷涂和锡渣的产生都带来了较高的运行成本;尤其是无铅焊接时,因为无铅焊料的价格是有铅焊料的3倍以上,锡渣产生所带来的运行成本增加是很惊人的。此外,无铅焊料不断熔解焊盘上的铜,时间一长便会使锡缸中的焊料成分发生变化,这需要定期添加纯锡和昂贵的银来加以解决;
(3)维护与保养麻烦。
生产中残余的助焊剂会留在波峰焊的传送系统中,而且产生的锡渣需要定期清除,这些都给使用者带来较为繁复的设备维护与保养工作;
诸如此类的原因,选择性波峰焊应运而生。
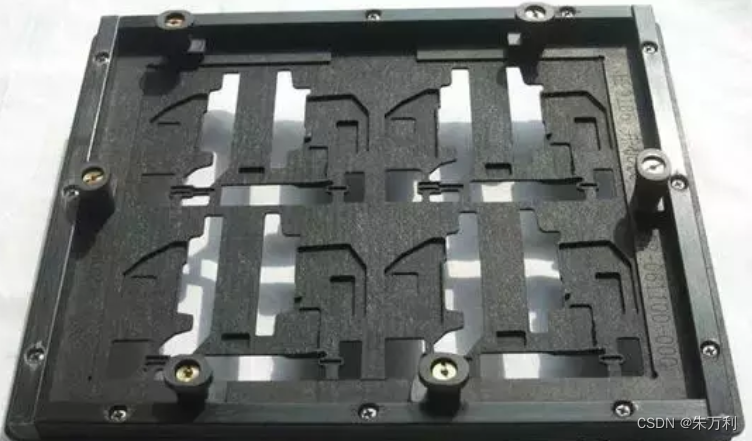
所谓的PCBA选择性波峰焊接还是采用原来的锡炉,所不同的是板子需要放到过锡炉载具/托盘(carrier)之中,也就是我们常说的过炉治具,如图下所示。
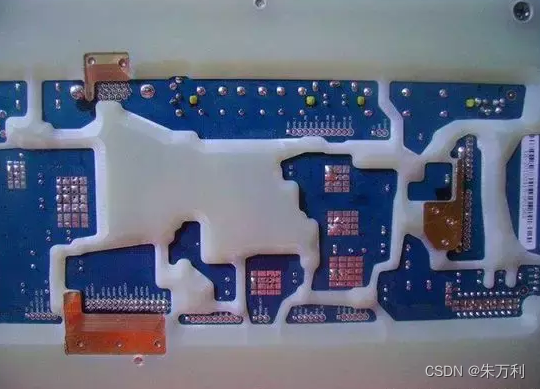
然后将需要波峰焊接的零件露出来沾锡而已,其他的零件则用载具包覆保护起来,如下图所示。这有点像是在游泳池中套上救生圈一样,被救生圈覆盖住的地方就不会沾到水,换成锡炉,被载具包覆的地方自然就不会沾到锡,也就不会有重新融锡或掉件的问题。

通孔回流焊接工艺介绍
通孔回流焊是一种插装元器件的回流焊接工艺方法,主要用于含有少数插件的表面组装板的制造,其技术的核心是焊膏的施加方法。
工艺流程介绍
根据焊膏的施加方法,通孔回流焊可分为三种:管状印刷通孔回流焊接工艺、焊膏印刷通孔回流焊接工艺和成型锡片通孔回流焊接工艺。
1.管状印刷通孔回流焊接工艺
管状印刷通孔回流焊接工艺是最早应用的通孔元器件回流焊接工艺,主要应用于彩色电视机调谐器的制造。其工艺的核心是焊膏的管状印刷机,工艺过程如下图所示。
2.焊膏印刷通孔回流焊接工艺
焊膏印刷通孔回流焊接工艺是目前应用最多的通孔回流焊接工艺,主要用于含有少量插件的混装PCBA,工艺与常规回流焊接工艺完全兼容,不需要特殊工艺设备,唯一的要求就是被焊接的插装元器件必须适合通孔回流焊,工艺过程如下图所示。

3.成型锡片通孔回流焊接工艺
成型锡片通孔回流焊接工艺主要用于多脚的连接器,焊料不是焊膏而是成型锡片,一般由连接器厂家直接加好,组装时仅加热即可。
通孔回流焊设计要求
1.PCB设计要求
(1)适合PCB厚度小于等于1.6mm的板。
(2)焊盘最小还款0.25mm,一遍“拉”住熔融焊膏,不形成锡珠。
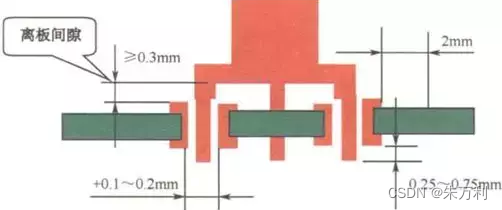
(3)元器件离板间隙(Stand-off)应大于0.3mm。
(4)引线伸出焊盘合适的长度为0.25~0.75mm。
(5)0603等精细间距元器件离焊盘最小距离为2mm。
(6)钢网开孔最大可外扩1.5mm。
(7)孔径为引线直径加0.1~0.2mm。如下图所示。
1.钢网开窗要求
一般而言,为了达到50%的孔填充,钢网开窗必须外扩,具体外扩多少,应根据PCB厚度、钢网的厚度、孔与引线的间隙等因素决定。
一般来说,外扩只要不超过2mm,焊膏都会拉回来,填充到孔中。要注意的是外扩的地方不能被元器件封装压住,或者说必须避开元器件的封装体,一面形成锡珠,如下图所示。
PCBA的常规组装类型及工艺流程介绍
单面贴装
工艺流程如下图所示
单面插装
工艺流程如下图所示
波峰焊中器件引脚的成型工作,是生产过程中效率最低的部分之一,相应带来了静电损坏风险并使交货期延长,还增加了出错的机会。
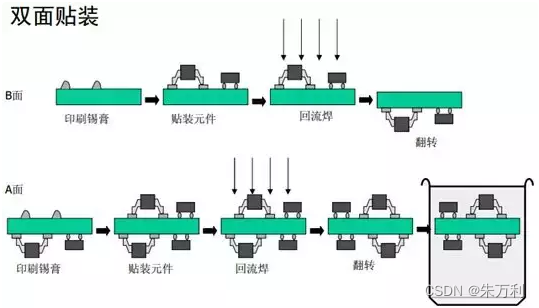
双面贴装
工艺流程如下图所示
单面混装
工艺流程如下图所示
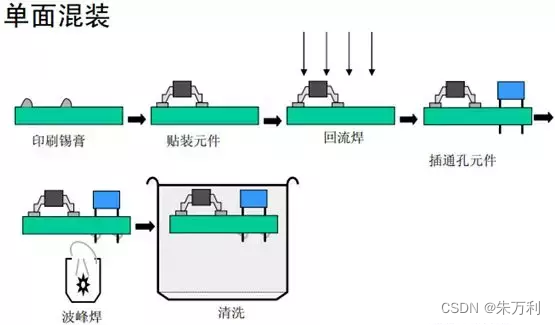
如果通孔元件很少,可采用回流焊和手工焊的方式。
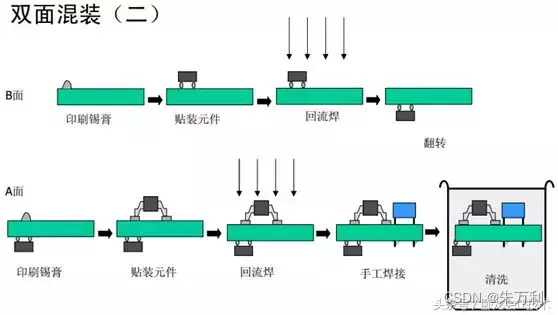
双面混装
工艺流程如下图所示
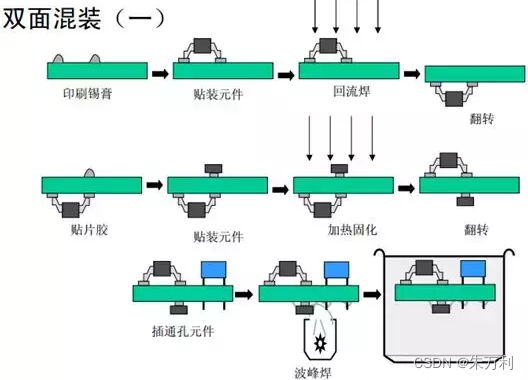
如果双面SMD器件较多,THT元件很少时,插件器件可采用回流焊或者手工焊的方式,其工艺流程图如下图所示。